










Brazos de medición
OnyxAceBrazos de medición
con escáneres 3D
Onyx SkylineAce Skylinecon escáneres 3D

En metrología, lograr mediciones 3D precisas y exactas es crucial para mantener una alta calidad en ingeniería y fabricación. Sin embargo, la incertidumbre es inherente a cualquier proceso de medición, incluso con sistemas avanzados. Una gestión adecuada de la incertidumbre es esencial para garantizar que los resultados de las mediciones sean fiables y precisos.
La incertidumbre de medición en metrología 3D representa la desviación de la medición nominal en comparación con el objeto medido. Surge de imperfecciones relacionadas con el proceso de medición, incluidas las limitaciones del equipo, la experiencia del operador y los factores ambientales.
En otras palabras, es el error de repetibilidad, que es la desviación observada durante mediciones sucesivas del mismo objeto en condiciones idénticas. La incertidumbre afecta la precisión de las mediciones en ámbitos como el diseño de ingeniería, el desarrollo de productos y la investigación científica.
Evaluar y cuantificar estas incertidumbres es vital. Dominar y comprender las incertidumbres de medición es esencial para el control de calidad, garantizando el cumplimiento de altos estándares industriales como en las industrias automotriz y aeroespacial.
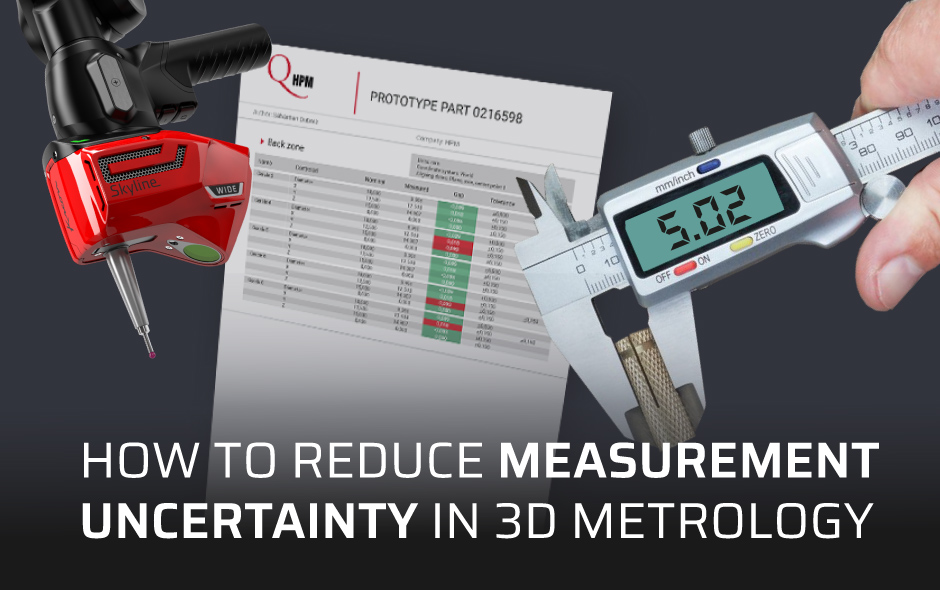
Por ejemplo, imagine que está midiendo el diámetro de una pequeña varilla metálica usando un calibrador. El diámetro real de la varilla es de 5,00 mm. Sin embargo, debido a las limitaciones en la precisión del calibrador y la firmeza con la que sujeta la varilla, su medición podría ser ligeramente incorrecta, resultando en una lectura de 4,92 mm o 5,08 mm en lugar de exactamente 5,00 mm.
En este caso, la incertidumbre de medición proviene de factores como la precisión del calibrador y la consistencia de su agarre. Por lo tanto, en lugar de decir que el diámetro es exactamente 5,00 mm, lo reportaría como (5,00 ± 0,08) mm, lo que significa que el valor verdadero del diámetro probablemente está dentro del rango de 4,92 mm a 5,08 mm.
Por consiguiente, este dispositivo de medición no puede controlar un diámetro cuya tolerancia de fabricación aceptable sea igual o inferior a una incertidumbre de medición de 5 mm ± 0,08.
La norma indica que el proceso de medición debe tener una incertidumbre al menos 4 veces menor que el intervalo de tolerancia, e incluso algunas aplicaciones metrológicas lo tienen más cerca del factor 10. Por ejemplo, para medir un diámetro de 51 mm ± 0,4 mm, cuyo intervalo de tolerancia es de 0,8 mm en total, se requerirá un proceso de medición con una incertidumbre de medición inferior a 0,8/4 = 0,2 mm.
En metrología, los errores y la incertidumbre a menudo se malinterpretan como el mismo concepto, pero representan diferentes aspectos de la calidad de medición. Por lo tanto, es crucial entender la diferencia entre errores e incertidumbre.
Los errores en las mediciones indican cuánto se desvía el valor medido del valor verdadero de un objeto. Es una diferencia conocida y corregible, lo que significa que una vez identificada, se pueden tomar medidas para reducirla o eliminarla.
En contraste, la incertidumbre expresa el grado de duda o confianza asociado con los resultados de la medición. Es inevitable y tiene en cuenta todas las posibles incógnitas que afectan los resultados. En lugar de ser corregida, la incertidumbre se cuantifica y se informa para entender qué tan confiable es la medición.
Los ingenieros se esfuerzan por minimizar los errores mediante herramientas y técnicas precisas, mientras que los expertos en metrología recomiendan usar equipos y software profesionales para mejorar la precisión de las mediciones.

Las desviaciones en la geometría del equipo y los errores de calibración, como errores en la longitud de la sonda, problemas de alineación del escáner láser y ruido del sensor, pueden afectar la fiabilidad de la medición. Los equipos que no han sido sometidos a pruebas rigurosas y una cualificación completa según los estándares de la industria pueden tener un rendimiento deficiente o funcionar inadecuadamente, independientemente de la experiencia del usuario.
Condiciones como temperatura, humedad y vibraciones pueden afectar el rendimiento de la medición. Por ejemplo, el control de calidad de piezas grandes a menudo se realiza directamente en el entorno de producción en lugar de en un laboratorio de metrología controlado. En tales entornos, las vibraciones, la temperatura y las fluctuaciones pueden desestabilizar los dispositivos de validación e interferir con las mediciones. Las fluctuaciones de temperatura pueden hacer que los materiales se expandan o contraigan, introduciendo errores de medición.
Los errores humanos siguen siendo una causa significativa de errores en los resultados de medición, incluyendo manejo inconsistente, configuración incorrecta o análisis incorrecto de datos, a pesar de los avances tecnológicos. Este mal uso se debe a menudo a una orientación insuficiente o un uso incorrecto del equipo, lo que resulta en una calidad de datos incompleta y sesgada. Los operadores inexpertos pueden pasar por alto la importancia de preparar los arreglos de medición con anticipación, lo que puede resultar en pérdida de tiempo, descarte de piezas o desperdicio de recursos.
La incertidumbre de medición también puede surgir del algoritmo utilizado en el software de metrología. Diferentes soluciones de software pueden procesar los mismos datos de entrada de manera diferente, lo que lleva a variaciones en los resultados. Factores como el filtrado de datos, el procesamiento de nubes de puntos y los algoritmos de alineación pueden introducir inconsistencias.
Para minimizar la incertidumbre, es esencial utilizar software confiable, especialmente para aplicaciones metrológicas de alta importancia en industrias como la automotriz y la aeroespacial.
La calibración regular de los instrumentos de medición es esencial para minimizar la incertidumbre. La calibración debe realizarse utilizando estándares trazables para garantizar que la configuración del equipo esté bien calibrada con su punto de medición de referencia y que el dispositivo cumpla con sus especificaciones declaradas. Para el escáner, el proceso de calibración adecuado implica configurar parámetros para localizar con precisión la línea láser. Para el brazo, permite definir los parámetros del brazo para localizar el extremo del mismo. Un dispositivo bien calibrado mejora la precisión de la medición, lo cual es vital para controlar las especificaciones de diseño de ingeniería, lo que conduce a una mejor toma de decisiones y una mayor calidad general del producto.
Mantener niveles estables de temperatura, humedad y vibración puede minimizar las influencias externas en las mediciones. El uso de salas con clima controlado y configuraciones de amortiguación de vibraciones ayuda a crear un entorno estable, mejorando la fiabilidad de las mediciones.
Invertir en capacitación integral para los operadores garantiza que comprendan las complejidades del proceso de medición y sean competentes en el uso del equipo. Los operadores capacitados tienen menos probabilidades de introducir errores durante tareas críticas de control de calidad. Un técnico experimentado también puede preparar el programa de medición 3D de antemano para simplificar el proceso de inspección completo automatizando actividades de medición y guiando al operador.
Un software de metrología avanzado puede corregir fuentes conocidas de error, como la expansión térmica o la deriva del instrumento. Estas herramientas ayudan a alinear las mediciones con modelos CAD, organizar datos de informes y proporcionar retroalimentación en tiempo real.
Basarse en estándares internacionales como ISO es más confiable que la precisión indicada en la hoja de especificaciones de un fabricante. Estos estándares tienen una reputación impecable en la industria y un historial probado en procesos de control de calidad, lo que los convierte en la mejor manera de lograr confianza en sus resultados de medición.
Los escáneres láser 3D certificados por ISO 10360-08 y los brazos de medición validados por ISO 10360-12 ofrecen las especificaciones esperadas para resultados de medición rigurosos.
Documentar todos los aspectos del proceso de medición, incluidas las condiciones, configuraciones y acciones del operador, ayuda a identificar y abordar las fuentes de incertidumbre. Documentar todos los pasos involucrados en la creación de un producto, desde el diseño hasta la fabricación, puede ayudar a rastrear su evolución, y la historia puede contribuir a algunas conclusiones críticas durante los procesos de producción.
El mantenimiento rutinario de los dispositivos de medición previene la degradación del rendimiento con el tiempo. Además, realizar revisiones por pares o auditorías del proceso de medición puede proporcionar una capa adicional de escrutinio, ayudando a identificar fuentes de incertidumbre pasadas por alto.

Kreon ofrece soluciones como Onyx Skyline y Ace Skyline, que combinan brazos de medición con escáneres 3D para mediciones por contacto (palpado) y sin contacto (escaneo láser). Los brazos Kreon vienen con sensores de temperatura para garantizar que la temperatura se monitoree y compense constantemente, de modo que cualquier expansión de los componentes del brazo asociada con variaciones de temperatura no afecte la precisión de la medición.
Conforme a ISO, como todos los escáneres Kreon, el Zephyr III es un escáner 3D versátil que puede ser montado en una CMM para lograr una precisión excepcional de 5 µm. Los datos altamente precisos y confiables recopilados de la medición 3D luego se emplean para el análisis para reducir errores y aumentar la fiabilidad de la producción.
La incertidumbre en las mediciones 3D implica desviaciones del valor verdadero, derivadas de limitaciones del equipo, condiciones ambientales y errores del operador. Abordar estas incertidumbres mediante calibración regular, control ambiental, tecnologías certificadas por ISO y capacitación adecuada garantiza resultados precisos y confiables. Al implementar las mejores prácticas, los fabricantes pueden mejorar la precisión y calidad de sus procesos de metrología.

















