測定アーム
OnyxAceの測定アームと3Dスキャナー












計測分野において、精密かつ正確な3次元測定を実現することは、エンジニアリングや製造における高品質を維持するために極めて重要です。しかし、どんなに高度なシステムを用いても、測定プロセスには不確かさがつきものです。測定結果の信頼性と正確性を確保するためには、適切な不確かさの管理が不可欠です。
3D計測における測定不確かさは、測定対象物と比較した際の公称測定値からのずれを表します。これは、測定機器の限界、操作者の経験、環境要因など、測定プロセスに関連する不完全性によって生じます。
つまり、これは「再現性誤差」であり、同一の条件下で同じ対象物を連続して測定した際に生じる偏差のことです。不確かさは、エンジニアリング設計、製品開発、科学研究といった幅広い分野において、測定の精度に影響を及ぼします。
こうした不確かさを評価し、定量化することは極めて重要です。測定の不確かさを把握し、理解することは、品質管理において不可欠であり、自動車産業や航空宇宙産業などの高い産業基準への準拠を確保するために不可欠です。
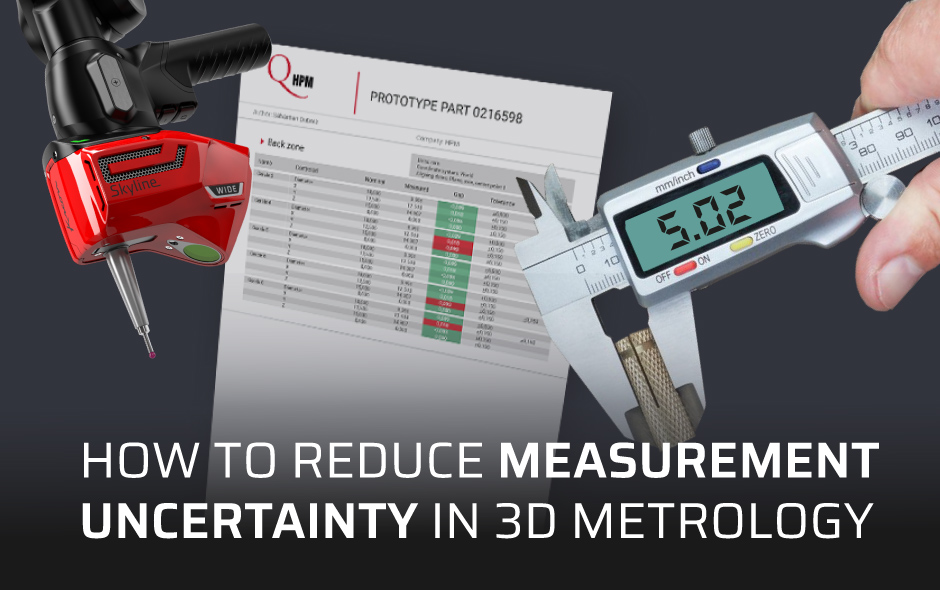
例えば、ノギスを使って小さな金属棒の直径を測定していると想像してみてください。その棒の実際の直径は5.00 mmです。しかし、ノギスの精度の限界や、棒を握る力の強さによって、測定値がわずかにずれてしまう可能性があります。その結果、正確な5.00 mmではなく、4.92 mmや5.08 mmといった数値が表示されることがあります。
この場合、測定の不確かさは、ノギスの精度や把持の安定性といった要因に起因します。したがって、直径が正確に5.00 mmであると言うのではなく、(5.00 ± 0.08) mmと報告することになります。これは、直径の真の値が4.92 mmから5.08 mmの範囲内にある可能性が高いことを意味します。
したがって、この測定器では、許容製造公差が測定不確かさ(5 mm ± 0.08)以下である直径の制御はできません。
この規格では、測定プロセスの不確かさは許容範囲の少なくとも4分の1以下でなければならないと規定されており、計測分野の用途によっては、その値が許容範囲の10分の1に近いものもあります。例えば、直径51mm ± 0.4mm(許容範囲の合計は0.8mm)を測定する場合、測定不確かさが0.8/4 = 0.2mm未満の測定プロセスが必要となります。
計量学において、誤差と不確かさはしばしば同一の概念であると誤解されがちですが、これらは測定の品質における異なる側面を表しています。したがって、誤差と不確かさの違いを理解することが極めて重要です。
測定誤差とは、測定値が対象物の真の値からどれだけずれているかを示すものです。これは既知の、かつ是正可能な差異であり、つまり、一度特定されれば、それを低減または排除するための措置を講じることができるということです。
対照的に、不確かさは測定結果に伴う疑念や確信の度合いを表すものである。これは避けられないものであり、結果に影響を及ぼす可能性のあるあらゆる未知の要因を網羅している。不確かさは補正されるのではなく、定量化され、報告されることで、測定がどれほど信頼できるかを把握する。
エンジニアは、精密な工具や技術を用いて誤差を最小限に抑えるよう努めていますが、計測の専門家は、測定精度を高めるために専門的な機器やソフトウェアの使用を推奨しています。

機器の形状のばらつきや、プローブの長さ誤差、レーザースキャナーの調整不良、センサーノイズなどの校正誤差は、測定の信頼性に影響を及ぼす可能性があります。業界標準に基づいた厳格な試験や徹底した適格性評価を受けていない機器は、ユーザーの熟練度にかかわらず、性能が低下したり、正常に機能しなかったりする恐れがあります。
温度、湿度、振動などの条件は、測定性能に影響を与える可能性があります。例えば、大型部品の品質管理は、管理された計測室ではなく、生産現場そので行われることがよくあります。このような環境では、振動や温度、その変動によって検証用治具が不安定になり、測定に支障をきたすことがあります。また、温度の変動により材料が膨張または収縮し、測定誤差が生じる可能性があります。
技術の進歩にもかかわらず、取り扱いの一貫性の欠如、不適切なセットアップ、あるいは誤ったデータ分析など、人為的ミスは依然として測定結果の誤りの主な原因となっています。こうした誤用は、多くの場合、指導の不十分さや機器の誤った使用に起因しており、その結果、データ品質が不完全になったり、偏ったりすることになります。経験の浅いオペレーターは、測定の準備を事前に整えることの重要性を軽視しがちであり、それが時間の浪費、部品の廃棄、あるいは資源の無駄につながりかねません。
測定の不確かさは、計測ソフトウェアで使用されるアルゴリズムに起因する場合もあります。ソフトウェアによって、同じ入力データの処理方法が異なるため、結果にばらつきが生じることがあります。データフィルタリング、点群処理、アライメントアルゴリズムなどの要因が、不整合を引き起こす可能性があります。
不確実性を最小限に抑えるためには、信頼性の高いソフトウェアを使用することが不可欠であり、特に自動車や航空宇宙産業のような分野における極めて重要な計測用途においてはなおさらである。
測定機器の不確かさを最小限に抑えるためには、定期的な校正が不可欠です。校正は、トレーサブルな標準器を用いて実施し、機器の設定が基準測定点に対して適切に調整されていること、および機器が規定の仕様を満たしていることを確認する必要があります。 スキャナーの場合、適切な校正プロセスとは、レーザーラインを正確に位置決めするためのパラメータを設定することを指します。アームの場合、アームの先端を位置決めするためのアームパラメータを定義することを可能にします。適切に校正された装置は測定精度を向上させ、これは設計仕様の管理に不可欠であり、より良い意思決定と製品全体の品質向上につながります。
温度、湿度、振動レベルを安定に保つことで、測定に対する外部要因の影響を最小限に抑えることができます。恒温恒湿室や防振設備を活用することで、安定した環境を整え、測定の信頼性を高めることができます。
オペレーターに対する包括的な研修に投資することで、測定プロセスの複雑な仕組みを理解させ、機器の操作に熟練させることができます。熟練したオペレーターであれば、重要な品質管理業務においてミスを犯す可能性が低くなります。また、経験豊富な技術者が事前に3D測定プログラムを作成しておけば、測定作業を自動化し、オペレーターを適切に誘導することで、検査プロセス全体を効率化することができます。
高度な計測ソフトウェアは、熱膨張や計測器のドリフトなど、既知の誤差要因を補正することができます。これらのツールは、測定値をCADモデルと照合したり、レポートデータを整理したり、リアルタイムのフィードバックを提供したりするのに役立ちます。
ISOなどの国際規格を基準とすることは、メーカーの仕様書に記載された精度よりも信頼性が高いと言えます。これらの規格は業界内で確固たる評価を得ており、品質管理プロセスにおいても実績が証明されているため、測定結果に対する信頼性を確保する最良の方法となります。
ISO 10360-08認証を取得した 3D レーザースキャナーおよびISO 10360-12 に基づき検証された測定アームは、厳密な測定結果を得るために求められる仕様を満たしています。
測定条件、設定、および操作者の行動など、測定プロセスのあらゆる側面を記録しておくことは、不確かさの要因を特定し、対処するのに役立ちます。設計から製造に至るまで、製品作りに伴うすべての工程を記録しておくことで、その変遷を追跡することができ、その履歴は製造プロセスにおける重要な結論を導き出す一助となります。
測定機器の定期的なメンテナンスを行うことで、経年による性能の低下を防ぐことができます。さらに、測定プロセスに対するピアレビューや監査を実施することで、さらなる検証の機会が得られ、見落とされがちな不確かさの要因を特定するのに役立ちます。

Kreonは次のようなソリューションを提供しています Onyx Skyline や Ace Skylineは、測定アームと3Dスキャナーを組み合わせ、接触(プローブ)測定と非接触(レーザースキャン)測定の両方に対応しています。Kreonのアームには温度センサーが搭載されており、温度を常に監視・補正することで、温度変化に伴うアーム部品の膨張が測定精度に影響を与えないようにしています。
他のすべてのKreon製スキャナーと同様、Zephyr ISO規格に準拠した多機能な3Dスキャナーであり、CMMに搭載することで5 µmという卓越した精度を実現します。3D測定から収集された高精度かつ信頼性の高いデータは、分析に活用され、誤差の低減と生産の信頼性向上に寄与します。
3D測定における不確かさとは、機器の限界、環境条件、および操作者のミスに起因する、真の値からの逸脱を指します。定期的な校正、環境管理、ISO認証取得技術、および適切なトレーニングを通じてこれらの不確かさに対処することで、正確かつ信頼性の高い結果が得られます。ベストプラクティスを導入することで、製造業者は計測プロセスの精度と品質を向上させることができます。

















